

Control Panel Services
Simply 'swipe' to scroll sideways or click a thumbnail below to view all the services.

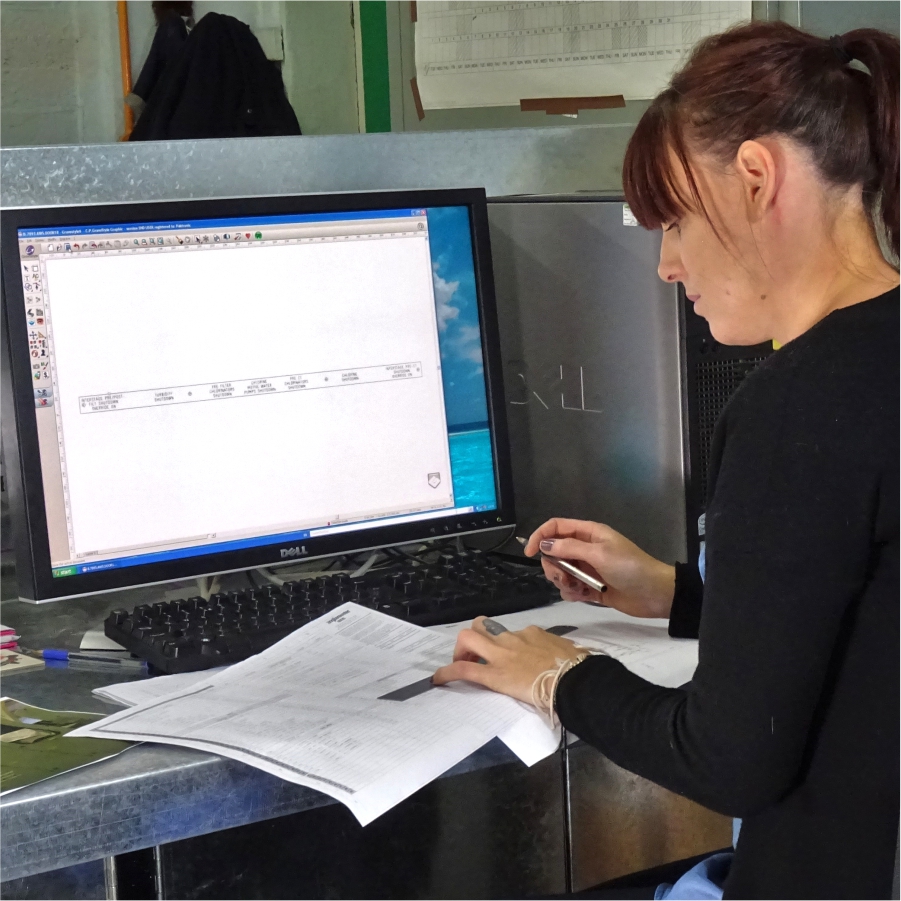
Tendering
As soon as we receive an enquiry our tendering engineers will begin the process of producing a detailed quotation based on the information received. Enquiries can vary from 500 page specifications all the way down to a telephone discussion or emails. This is where the experience of our engineers enables us to dissect the available information and offer the client the most competitive solution to meet the specifications.
In some circumstances alternative solutions will be offered that may deviate from the original enquiry but in our opinion, could provide the client with a better engineered solution at a potential costs saving.
All quotations are accompanied with a detailed panel specification highlighting all items that have been included and also any notes clarifying potential ‘grey’ areas, to ensure the client is fully informed regarding the content of the quotation and any deviations.
The ‘estimated’ panel size will be included within the tender document and a Tender General Arrangement drawing included for larger schemes.

With the vast majority of projects being of a bespoke nature, the design element of any project is paramount to a successful project conclusion. Paktronic’s experienced design team will develop a solution to a full detailed client specification, however, this may not always be available and consequently our design team are more than happy to develop solutions based on telephone conversations, site visits or engineering meetings.
On receipt of an Order an Engineer is allocated to the contract and that engineer will then be the single point of contact for the client for the entire duration of the project. This provides continuity from an engineering standpoint on the scheme, but also gives the client confidence that they can speak to the engineer at any point during the project for either technical issues, contractual issues or just programme updates to ensure critical dates are on target.
Working closely with the client and building a relationship at an early stage ensures the final control system fulfils specification requirements, overcomes budget/programme constraints and also causes the client the minimum disruption in the installation stage of the contract.

The manufacturing process begins from our in house Sheet-Metal Assembly Facility where all of our bespoke panels are assembled utilising a fully welded style construction, either using Mild Steel ‘Zintec’ Sheet or Stainless Steel.
We have Sheet Cutting capabilities up to 6mm thickness by 3M wide. Press Break bending capabilities up to 3mm thickness by 3M wide.
‘Pierce All’ Multi-Hole Punching for all door and internal sectional cutouts and ventilation louvre applications.
MIG (Metal Inert Gas) welding equipment is used for the Mild Steel Cabinets however, for Stainless Steel, Aluminium, Brass or Copper welding applications we have a TIG (Tungston Inert Gas) welding machine. Welding methods and standards are detailed on work Instruction Sheets to ensure consistency and quality is maintained across all panel types.

Once the sheet-metal fabrication process has been completed the panel sections are moved into our in house Stove Enamel painting facility for the painting process.
Stove Enamelling is a method of applying paint to a surface, and then hardening or ‘curing’ the paint at high temperature. This produces a tough, durable finish that is corrosion resistant and long lasting. Stove Enamelling is also suitable for high temperature environments.
Our Stoving Oven has an internal capacity of 2.6M High, 2.05M Wide, 3.3M Depth providing enough space for all types of panel sections.
For a standard painting specification panel, the Pre-Treatment begins with the removal of any weld splatter, grinding dust and any other contaminates from the cubicles. The surface is chemically degreased and allowed to ‘gas off’. Any Indentations are filled with a universal stopper and rubbed down.

The layout of Paktronic’s assembly workshop has been recently been revised to ensure the 350M2 area is fully utilised providing the maximum working area to accommodate the panel sections and also to ensure the ergonomic layout benefits the assembly engineer’s daily activities. Bespoke workstations for cable and consumables are provided to ensure the engineers have everything ‘to hand’ whilst wiring the gearplates on the benches, prior to installation into the panel sections.
As soon as the functional Unit gearplates are manufactured the assembly process can commence by laying out and fixing the DIN rail, trunking and equipment to the plates. Gearplate layouts are based mainly on the Internal General Arrangement drawings but also rely on the experience of the assembly engineers to ensure the equipment is positioned correctly for logical wiring and also the best access for the clients site cables.
All gearplate mounted equipment and individual terminals are then tagged with their unique identification that is detailed on the Schematic/General Arrangement drawings.
Paktronic have invested in the latest engraving technology to enable all of our panel labels to be produced at a high quality, efficiently, and to the highest standards to compliment the panel build. Labels can be manufactured up to A3 sizes for mimic diagrams or operator instructions detailing the functionality the control panel.
Dual language labels can be provided for panels destined for foreign countries and a translation service can be provided if required.
All labels are manufactured from Gravoply or Gravoglas (Outdoor) pnenolic engraving laminate. This material is made up of three layers, the outer layers being engraved to expose the contrasting core. This material has excellent insulation properties making it ideal for use within the Electrical Engineering Industry.
Gravoglas is used for panels located outdoors as it has a much wider operating temperature range (-30°C to 70°C) avoiding any expansion/contraction issues with the label.
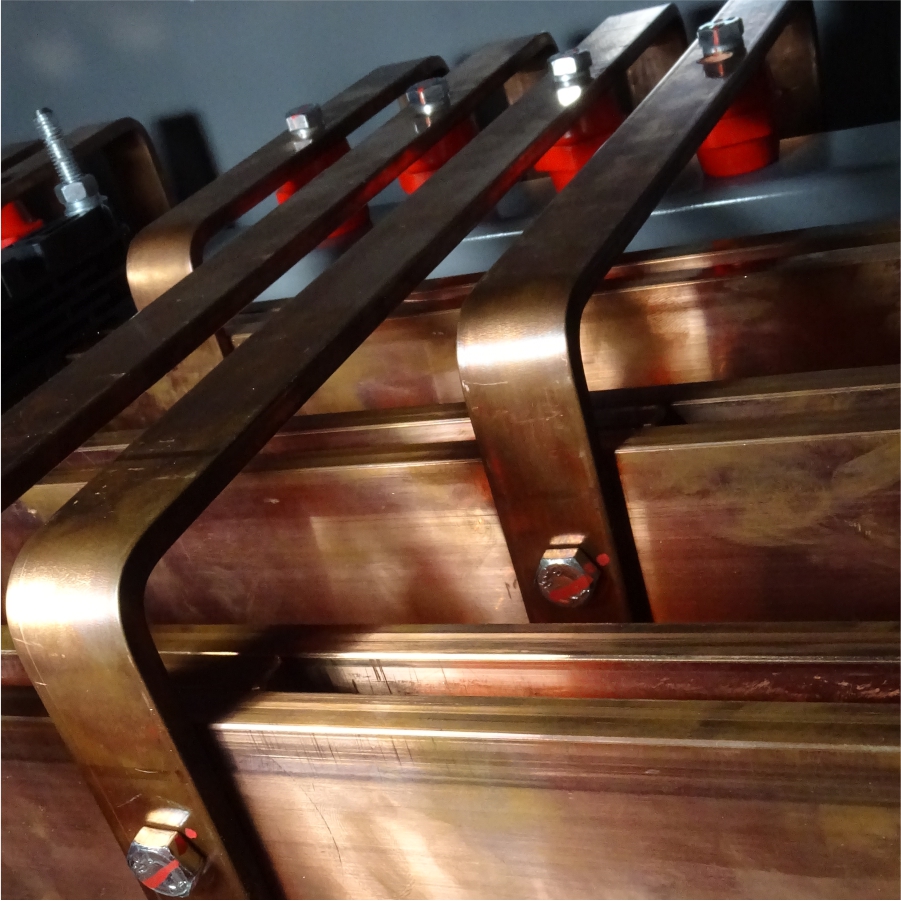
Paktronic can offer its own fully tested and certified busbar system for new panels or extension panels.
The busbar system has the following certification:-
ASTA Certified – 50kA for 1 Second
ASTA Certified – 50kA for 3 Seconds
BS EN 61439-1 (2011) / BS EN 61439-2 (2011)
Busbar systems are constructed using Hard Drawn High Conductivity (HDHC) copper bars that are either Tinned or Un-Tinned depending on the environment the panel is being installed into. Copper sizes can vary from 30 x 10mm Single Bar to 100 x 10mm Double Bar depending on the system current rating. The copper bars are supported at pre-determined distances using a propriety insulated supports that were tested within the BSEN61439 Test Panel.

Upon completion of the manufacturing process, the panels are moved to the Test Area where all panels are rigorously tested by our experienced test technicians to ensure that the functionality, build quality and safety features comply with all relevant specifications and current standards.
This test procedure includes tightness checking of every cable and busbar connection within the panel prior to energisation to ensure there are no loose connections within the panel.
All external site connections are simulated so that the panel hardware is fully tested in HAND and AUTO control. Loads can be connected to Motor Starters or Distribution Systems to check the system under (part) load conditions, to prove operations of metering and protection devices.
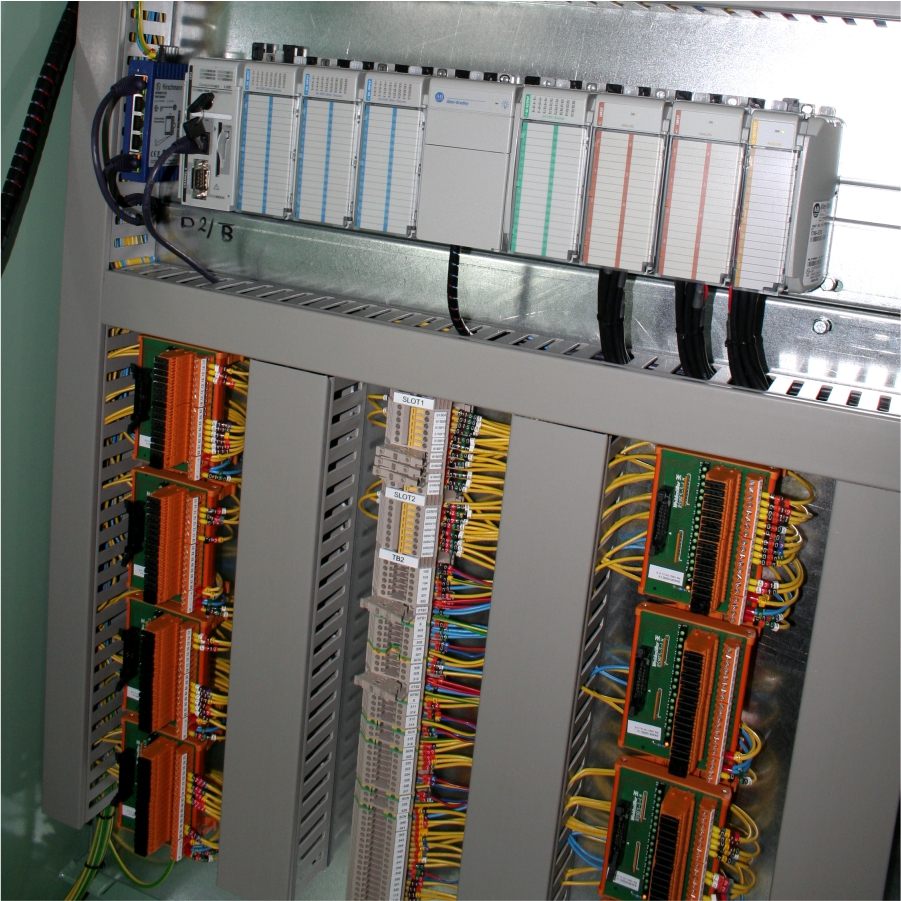
At Paktronic we have been working with PLC’s, HMI’s and SCADA systems for more than 20 years. This has given us a broad knowledge base enabling us to provide the complete control solution for integrated hardware and software to our clients.
Our software engineers are familiar with a number of different PLC platforms that can either be utilised in new panel installations or modifications/extensions to existing on-site control systems.
PLC/HMI Systems:
• Rockwell
• Siemens
• Mitsubishi
• Yokogawa
• Omron
• HornerSCADA Systems:
• Rockwell Factory Talk View SE
• Wonderware Intouch
Panel Hi-Ab delivery to site, off-loading, positioning, re-connection and on-site testing are all services Paktronic can offer the client for all types of panel.
Contract lifts and associated lift plans can be prepared by our CPCS Appointed Person prior to the delivery date, and all off-loading procedures are supervised by CPCS Trained Slingers/Signallers whilst on site. Full Risk Assessment and Method Statement paperwork is provided with the Lift Plan prior to the delivery for approval by the client.
Once the panels and busbar systems have been re-connected on site the panel will be fully Flash Tested and Megger Tested and results recorded before the panel is handed over for the site cable installation to commence.

Turnkey Projects
For small works projects Paktronic can offer a full ‘turnkey’ project solution in association with a small number of approved sub-contractors. This can provide the client with a significant cost saving over employing a Main Contractor for the scheme and allows a single point of contact for the entire range of works.
Typical Examples of this type of work could include:
• Electrical Control Panel Design and Manufacture
• M&E
• Small Civils Works
• Project Management
• Site/Equipment Surveys
Once our panel is delivered to site and installed Paktronic’s engineers can offer a commissioning service to assist the clients engineers for both the panel hardware and PLC Software.
Commissioning documentation pertaining to the specific task will be produced so all on site activities can be recorded and signed off by all parties.

Frameworks
Anglian Water has been a key client for Paktronic Engineering for over 40 years resulting in a very close working relationship between the two companies.
Since 2006 Paktronic have been a member of the MCC Alliance Framework Agreement for the supply of Control Panels, Motor Control Centres, LV Assemblies and System Integration into both Water Recycling and Clean Water Sites across the Anglian Water region, either directly or through the @OneAlliance collaboration.
Paktronic’s Anglian Water Framework Contact is:
Spencer Wright
Email – spencer@paktronic.co.uk
Office – 01476 567623
Mobile – 07875 732931
In 2013 Paktronic embarked on a 5-Year Carbon Emissions Measurement and Reduction Scheme (CEMARS) in associated with Achilles Verify as part of its commitment to adopting and promoting environmental good practice throughout the business in order to operate in a sustainable manner.
At the end of the base year (April 2013-March 2014) we committed to reduce our carbon emissions by 1.5% annually to achieve and overall reduction of 6% at the end of Year 5.













Our Ethos
After 50 Years in business our company ethos remains as it was when we started building panels in 1964. We aim to provide a high quality panel build, using reliable well established components, at a competitive price.
If there is an issue at any stage of the manufacture, or after the panel has been delivered to site, there is always an engineer available to speak to. If a site visit is required, this will be arranged quickly and efficiently to ensure any issue are rectified in the shortest possible timescale.
Paktronic strive to build long term relationships with clients which builds trust, but more importantly, the collaborative working gives the client piece of mind that the Control Panel element of their supply chain is in ‘safe hands’, allowing them to concentrate on their own product development.
Total In-House Manufacture
It is very unusual in this day and age for a Control Panel Manufacturer to have all of its operations under the same roof without any reliance on sub-contractors or external suppliers.
Paktronic believe that these capabilities offer an advantage to our clients allowing flexibility in design and construction methods, but also enables challenging delivery programmes to be accommodated through the re-allocation of internal resources and production.